
Steel Structure Welding Materials & Processes: Consumables, Standards & Quality Control
Electrodes, flux-cored wires, and submerged arc welding. Learn how to select welding consumables, control heat input, and ensure strong, code-compliant welds for your steel structure project.
A steel structure is only as strong as its welds. No matter how high-grade your Q355B column or how precisely your beam is fabricated, a poor weld becomes the weakest link—and the most common point of failure.
For overseas clients, understanding welding materials and processes is not just a technical detail. It directly affects project cost, inspection pass rates, and long-term safety.
This guide covers:
- Common welding consumables (electrodes, wires, fluxes).
- Welding processes for steel structures (SMAW, FCAW, SAW).
- Material matching (weld metal vs. base metal).
- Quality control and common defects.
- Linking welding specs to your fabrication order.
1. Why Welding Materials Matter
Welding joins steel by melting the base metal and adding filler material. The filler material—the welding consumable—must have mechanical properties that match or exceed the base metal.
The risk of wrong consumables:
- Undermatching weld strength → weld fails before steel.
- Poor ductility → cracking under vibration or seismic load.
- Hydrogen cracking → delayed failure (hours or days after welding).
For overseas buyers: You cannot simply tell a workshop “weld it.” You must specify the consumable class, preheat temperature, and inspection method.
2. Common Welding Consumables for Steel Structures
A. Covered Electrodes (SMAW – Stick Welding)
SMAW is the most common field welding method. The electrode has a flux coating that provides shielding gas and slag.
| Electrode Class (AWS) | Tensile Strength | Best For | Position |
|---|---|---|---|
| E6013 | 480 MPa | Light structures, sheet metal, root passes | All positions |
| E7018 (low hydrogen) | 480 MPa | Structural steel, Q235B/Q355B, critical welds | All positions |
| E8018-C3 | 550 MPa | Higher strength steels, Q420 | All positions |
Key for overseas clients: Specify E7018 for structural welds.
E7018 is low-hydrogen, which prevents cracking in thicker sections. E6013 is easier to use but produces hydrogen—not acceptable for primary structural connections.
Storage requirement: E7018 electrodes must be stored in a heated rod oven (120-150°C) after opening. Damp electrodes cause hydrogen cracking.
B. Flux-Cored Wires (FCAW – Semi-Automatic)
FCAW is faster than stick welding and commonly used in workshops and some field applications.
| Wire Class (AWS) | Shielding | Best For |
|---|---|---|
| E71T-1 | Gas-shielded (CO₂ or mix) | General structural, Q235B/Q355B |
| E71T-8 | Self-shielded (no gas) | Field welding, windy conditions |
| E81T1-Ni1 | Gas-shielded | Higher strength, low-temperature toughness |
Advantage: Higher deposition rate than SMAW (2-3x faster). Less operator skill required.
Disadvantage: Requires wire feeder and (for gas-shielded) bottled gas. Not suitable for very tight access.
C. Submerged Arc Welding (SAW – Automatic)
SAW is the workshop standard for long, straight welds—beam flange-to-web, built-up columns, and chord splices.
| Wire + Flux Combination | Tensile Strength | Application |
|---|---|---|
| EL12 wire + F7A2 flux | 480-550 MPa | Standard structural, Q235B/Q355B |
| EM12K wire + F7A6 flux | 550-620 MPa | Heavy sections, higher strength |
Why SAW is superior:
- Deep penetration (no lack of fusion).
- No visible arc flash (under flux blanket).
- High travel speed (automated).
- Consistent, repeatable quality.
For overseas clients: When ordering built-up beams or columns, confirm that SAW is used for main flange-to-web welds. Manual stick welding on these seams is slower and less reliable.

3. Matching Weld Metal to Base Metal
This is the most common specification error overseas buyers make.
| Base Metal | Recommended Consumable (SMAW) | Recommended Consumable (SAW) |
|---|---|---|
| Q235B (A36) | E6013 or E7018 | EL12 + F7A2 |
| Q355B (GR50) | E7018 (low hydrogen) | EM12K + F7A6 |
| Q420B | E8018-C3 | EM13K + F7A8 |
| Q355B + Q235B hybrid | E7018 (match stronger side) | EM12K (match stronger) |
Rule of thumb: Weld metal strength should be at least equal to the weaker base metal, and no more than 20% stronger than the stronger base metal (to avoid stress concentration).
Example: Welding Q355B flange to Q235B web → Use E7018 (480 MPa). Do not use E8018 (550 MPa) — too strong relative to Q235B web.
4. Welding Processes for Steel Structures: Comparison
| Process | Typical Location | Deposition Rate | Cost per kg deposited | Best For |
|---|---|---|---|---|
| SMAW (stick) | Field | Low (1-2 kg/hr) | High (labor) | Small repairs, access difficult, field splices |
| FCAW (flux-cored) | Field or shop | Medium (3-5 kg/hr) | Medium | General fabrication, roof purlins, bracing |
| SAW (submerged arc) | Shop only | High (8-15 kg/hr) | Low (automated) | Long seams: beams, columns, built-up sections |
For a typical overseas project:
- Main frame (beams/columns): SAW in workshop.
- Field splices (column splices, beam-to-column): SMAW (E7018) or FCAW.
- Secondary framing (purlins, bracing): FCAW or SMAW.
5. Welding Quality Control: What Overseas Buyers Must Check
You do not need to be a welding inspector, but you need to ask the right questions.
A. Pre-Weld Requirements
| Check | What to Ask |
|---|---|
| Welder qualification | “Do you have AWS D1.1 or EN 287-1 certified welders?” |
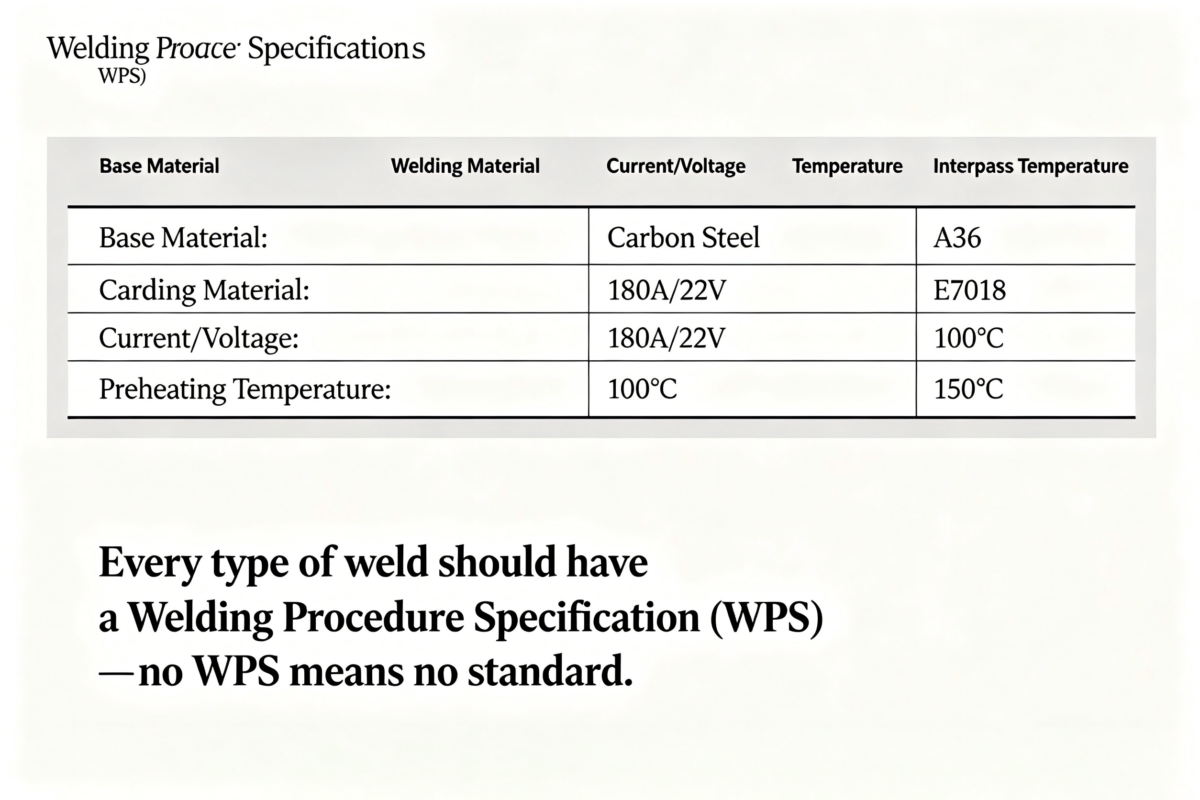
| Procedure specification (WPS) | “Can you provide the WPS for each joint type?” |
| Preheat (if required) | “What is your preheat temperature for 25mm thick Q355B?” |
| Consumable storage | “Where are your E7018 electrodes stored? Rod oven temperature?” |
Minimum preheat for Q355B:
| Thickness | Ambient Temp | Preheat Required |
|---|---|---|
| <20mm | >5°C | None (optional) |
| 20-32mm | Any | 50-75°C |
| >32mm | Any | 75-100°C |
B. During-Weld Checks
| Check | Acceptable Range |
|---|---|
| Interpass temp (for multiple passes) | <230°C for Q355B |
| Travel speed (SAW) | Consistent, no burn-through |
| Shielding gas flow (FCAW-G) | 20-25 L/min |
C. Post-Weld Inspection
| Inspection Method | Finds | When Required |
|---|---|---|
| Visual (VT) | Surface cracks, undercut, porosity | 100% of structural welds |
| Magnetic particle (MT) | Surface and near-surface cracks | Crane beams, seismic frames, thick plates |
| Ultrasonic (UT) | Internal flaws (lack of fusion, slag, voids) | Full penetration butt welds, thick sections >12mm |
| Radiographic (RT) | Internal flaws (more detailed than UT) | Critical tension splices (aircraft hangars, stadiums) |
Minimum requirements for typical warehouse:
- Visual inspection on all welds.
- UT on all full-penetration butt welds (column splices, beam splices).
- MT on all fillet welds thicker than 10mm.
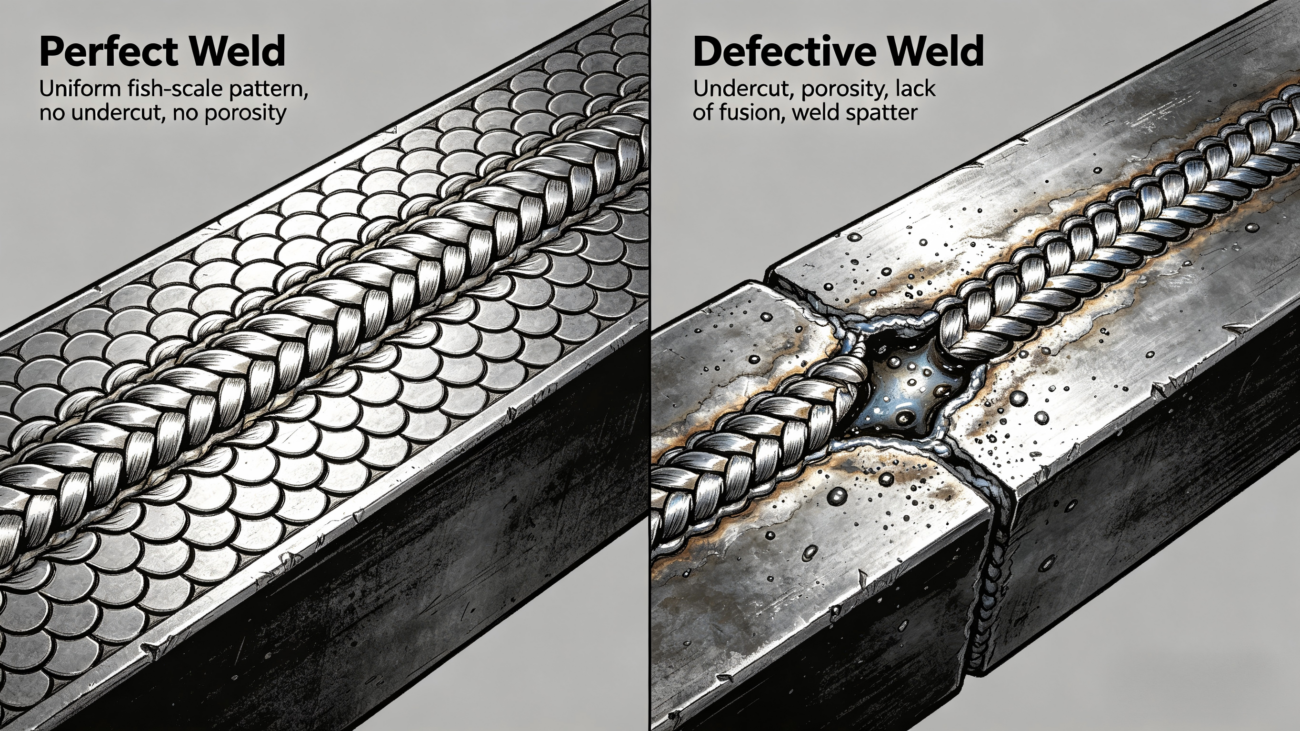
6. Common Welding Defects (And How to Avoid Them)
| Defect | Appearance | Cause | Prevention |
|---|---|---|---|
| Porosity | Small holes or pinholes | Contamination (oil, rust, moisture) or low shielding gas | Clean steel before welding. Check gas flow |
| Undercut | Groove melted into base metal next to weld | Excessive current or wrong travel speed | Reduce amperage, adjust angle |
| Lack of fusion | Weld did not bond to base metal | Low heat input, wrong electrode angle | Increase heat, clean between passes |
| Slag inclusion | Dark lines inside weld | Slag trapped between passes (FCAW/SAW) | Clean each pass, grind if needed |
| Hydrogen cracking | Crack along weld or heat-affected zone (delayed) | Hydrogen from moisture + high restraint + thick section | Preheat, use low-hydrogen (E7018), dry electrodes |
| Overwelding | Excessive convex fillet | Unnecessarily large weld | Follow drawing size. More weld = more cost, not more strength |
Most important for overseas clients: Hydrogen cracking is invisible immediately after welding. It appears 6-72 hours later. Always require low-hydrogen electrodes (E7018) for Q355B and thicker sections.
7. Welding Symbols & Drawings: What You Need to Know
You do not need to be a drafter, but understanding basic welding symbols saves money.
Common symbols on steel shop drawings:
| Symbol | Meaning | Notes |
|---|---|---|
| (Fillet weld size 6mm) | 6mm fillet weld both sides | Most common for beam-to-column |
| (Groove weld with backing) | Full penetration butt weld | For splices, requires UT |
| (Field weld flag) | Weld on site, not in shop | Use SMAW or FCAW |
| (Staggered intermittent) | Weld 100mm, skip 200mm | For light shear connections |
Cost tip: Over-specifying weld size is common. A 6mm fillet weld may be adequate, but drawings sometimes call for 10mm “just in case.” Ask your engineer to verify. Larger welds mean more consumables, more time, and more distortion.
8. Welding for Different Materials & Thicknesses
| Base Material | Thickness | Recommended Process | Consumable | Preheat |
|---|---|---|---|---|
| Q235B | <12mm | FCAW or SMAW | E7018 or E71T-1 | None |
| Q235B | 12-25mm | SAW (shop) or FCAW | EM12K + flux or E71T-1 | None |
| Q355B | <12mm | SMAW (E7018) or FCAW | E7018 or E71T-1 | None (if >5°C) |
| Q355B | 12-25mm | SAW (shop) | EM12K + F7A6 | 50°C |
| Q355B | 25-40mm | SAW or SMAW (low hydrogen) | EM12K + F7A6 or E7018 | 75°C |
| Q420B | Any | SMAW (low hydrogen) | E8018-C3 | 100°C |
| Dissimilar (Q355B to Q235B) | Any | SMAW or SAW | E7018 (match stronger) | Based on thicker side |
9. Common Questions from Overseas Clients
Q: “Can my local crew weld prefabricated steel from your shop?”
Yes, if they have certified welders. Provide them with:
- WPS (welding procedure specification) for each joint type.
- Consumable recommendation (e.g., E7018, 3.2mm diameter)
- Preheat and interpass temperature requirements.
- Inspection acceptance criteria (AWS D1.1 visual standards).
Q: “Do I need to weld anything on site with your prefab?”
For a bolted prefabricated building, field welding is minimal—often only:
- Column splices (if column exceeds shipping length).
- Some bracing connections (depending on design).
- Shear studs for composite floors (if specified).
We design to minimize field welding. Bolted connections are preferred for overseas projects.
Q: “How do I know if a weld is good just by looking?”
You cannot fully know without NDT. But visual red flags include:
- Cracks (any size).
- Undercut deeper than 1mm.
- Porosity visible on surface.
- Slag still attached to weld.
- Irregular, uneven weld profile.
Any of these → reject the weld or require repair.
Q: “What is the cheapest welding process?”
For shop fabrication: SAW (lowest cost per kg deposited due to automation).
For field work: SMAW with E7018 (low equipment cost, but slow). FCAW is faster but requires wire feeder and gas.
10. Link to Steel Structure Welding & Fabrication Service
Welding quality is not something you can inspect into a product—it must be built in from the start. A shop that stores E7018 electrodes in an open box, or that uses E6013 on structural Q355B, will never produce reliable welds.
We provide full welding engineering and fabrication:
- WPS qualification: AWS D1.1 or EN 1090 certified procedures.
- Welder certification: All welders qualified (visual, bend, and UT testing).
- Consumable control: Low-hydrogen electrodes stored in rod ovens. SAW flux baked before use.
- Fabrication: SAW for main beam seams, FCAW/SMAW for attachments.
- Inspection: VT on 100% of structural welds. UT on all full-penetration splices. MT on thick fillet welds.
- Reporting: Weld maps, NDT reports, consumable certificates.
For overseas clients:
We include welding specification sheets with every shipment—detailing preheat, consumable class, and acceptance criteria for your local inspector. We can also provide remote video inspection of critical welds before shipping.
👉 [Request a welding + fabrication quote]
Send us your structural drawings or project description. We will return a welding process plan, consumable list, and quality control checklist within 48 hours.
Summary Table: Welding Consumables Quick Reference
| Your Base Metal | Recommended Consumable | Process | Notes |
|---|---|---|---|
| Q235B (A36) | E7018 (3.2mm) | SMAW | Low-hydrogen, all positions |
| Q355B (GR50) – shop | EM12K wire + F7A6 flux | SAW | Automatic, high deposition |
| Q355B (GR50) – field | E7018 (low hydrogen) | SMAW | Preheat 50°C for >20mm |
| Q235B + Q355B hybrid | E7018 (match Q355B) | SMAW or SAW | Stronger consumable controls weld |
| Q420 (high strength) | E8018-C3 | SMAW | Preheat 100°C minimum |
| Any – windy field | E71T-8 (self-shielded) | FCAW | No gas cylinder needed |
