
Low-Temperature Steel for Extreme Cold Climates: Material Properties & Selection for Arctic and Sub-Zero Projects

Q345D/E, S355J2/K2, and low-temperature impact toughness. Understand cold embrittlement principles, material selection, and welding requirements for steel structures in Nordic and North American winter projects.
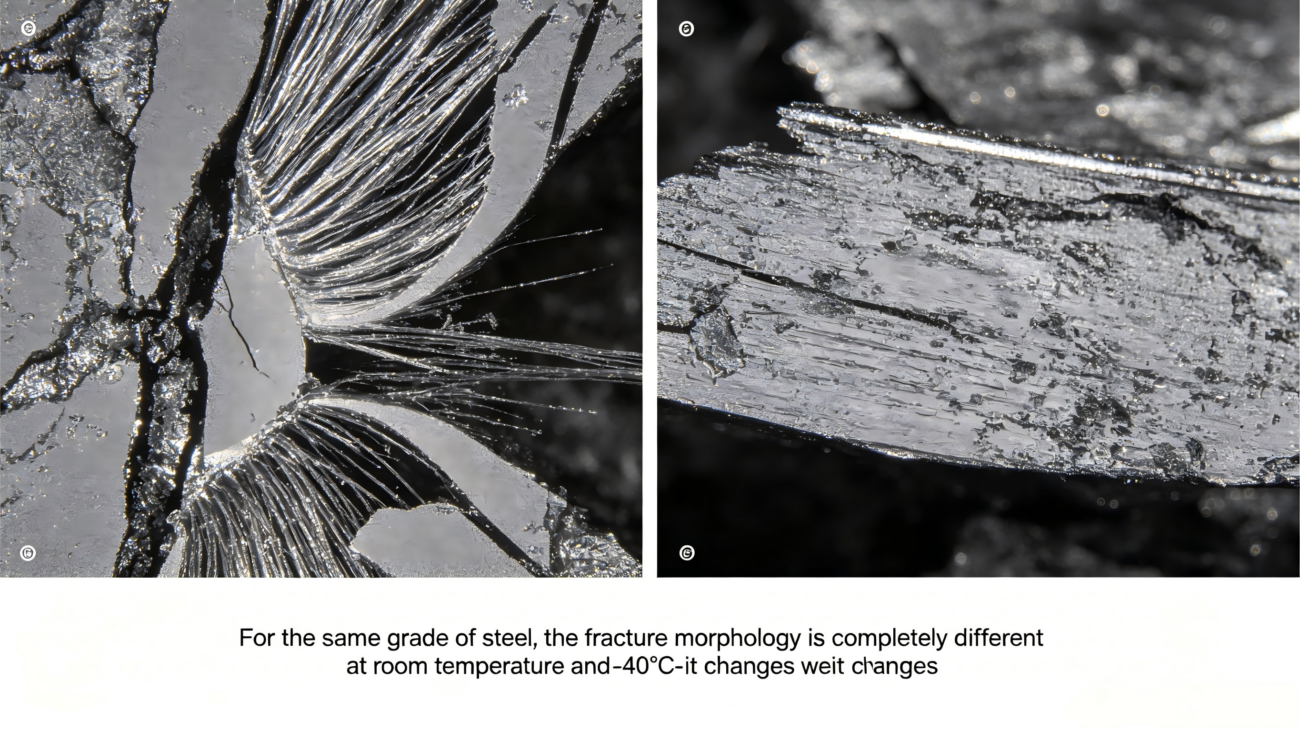
A steel structure that performs perfectly at room temperature can become a brittle death trap at -40°C. Steel does not simply become “harder” in extreme cold—it undergoes a fundamental change in behavior, transitioning from ductile to brittle fracture with little to no warning.
For overseas clients developing infrastructure in Nordic countries, Canada, Russia, or high-altitude regions, understanding low-temperature steel is not optional—it is a legal and safety requirement. Building codes mandate impact testing, and the wrong steel grade can lead to catastrophic failure.
This guide covers:
- Cold embrittlement: why steel fractures at low temperatures.
- Low-temperature steel grades (Q345D/E, S355J2/K2, ASTM equivalents).
- Charpy V-notch impact testing and requirements.
- Material selection by minimum service temperature.
- Low-temperature welding requirements (preheat, heat input, electrodes).
- Connection detailing for cold climates.
- Project case studies and compliance standards.
1. Understanding Cold Embrittlement: The Physics of Steel in the Arctic
When steel cools, its behavior changes. The atoms have less thermal energy, making it harder for dislocations to move. At a critical temperature—the Ductile-to-Brittle Transition Temperature (DBTT) —steel switches from ductile (stretching before breaking) to brittle (snapping without warning) -1.
The problem: Above the DBTT, steel absorbs energy and deforms plastically (you see a warning before failure). Below the DBTT, steel fractures catastrophically at stress levels well below its rated yield strength -1.
The numbers: Research shows that at -20°C to -40°C, standard carbon steel (Q235B, A36) can lose 60-80% of its impact toughness -1. A beam that can absorb 150J of energy at room temperature may absorb only 20J at -40°C—and fail without visible warning.
| Steel Type | DBTT (typical) | Behavior Below DBTT |
|---|---|---|
| Standard carbon steel (Q235B/A36) | 0°C to -10°C | Brittle fracture, minimal warning |
| Low-temperature steel (Q345D/A572 Gr50) | -20°C to -30°C | Reduced ductility |
| Low-temperature steel (Q345E/S355K2) | -40°C to -50°C | Good toughness |
| Nickel-alloyed低温钢 (3.5% Ni, 9% Ni) | -100°C to -196°C | Excellent (cryogenic) |
The catastrophic consequence: The World War II Liberty Ships famously experienced brittle fracture in cold Atlantic waters—many ships cracked in half without warning. Over 1,000 ships suffered fractures, and 120 were lost. The cause was the DBTT of their steel (approximately +4°C) being above the North Atlantic water temperature -1.
Critical threshold: Chinese standard GB 50316 and international codes require impact testing for structural steel used below -20°C -5. Below this temperature, standard grades are not permitted without qualification -5.![]()
2. Low-Temperature Steel Grade Systems
Three major standard systems apply to cold-weather projects.
A. Chinese Standard GB/T 1591 (Q345D, Q345E)
| Grade | Impact Test Temperature | Impact Energy (min) | Best For |
|---|---|---|---|
| Q345D | -20°C | 27J | Cold regions (Europe, Northern US) -6 |
| Q345E | -40°C | 27J | Extreme cold (Canada, Russia, Scandinavia) -6 |
Note: Q345 was upgraded to Q355 in the 2018 standard revision, reflecting 355MPa minimum yield. The low-temperature grades Q355D and Q355E correspond to -20°C and -40°C impact requirements -6.
B. European Standard EN 10025 (S355J2, S355K2, S355NL)
EN 10025 uses suffix letters to specify impact test temperature and minimum energy -2-6.
| Grade | Impact Test Temperature | Impact Energy (min) | Delivery Condition | Best For |
|---|---|---|---|---|
| S355J2 | -20°C | 27J | Normalized (+N) | Standard cold climate -2-6 |
| S355K2 | -20°C | 40J | Normalized (+N) | Higher safety requirement -2-6 |
| S355NL | -50°C | 27J | Normalized | Arctic, specialized applications -6 |
Critical distinction: S355J2 and S355K2 both test at -20°C, but K2 requires 40J minimum (vs. 27J for J2). For Arctic projects (-40°C and below), S355NL is required -6.
Note on +N suffix: +N indicates normalizing rolling (or normalizing), which refines the grain structure and improves low-temperature toughness -2.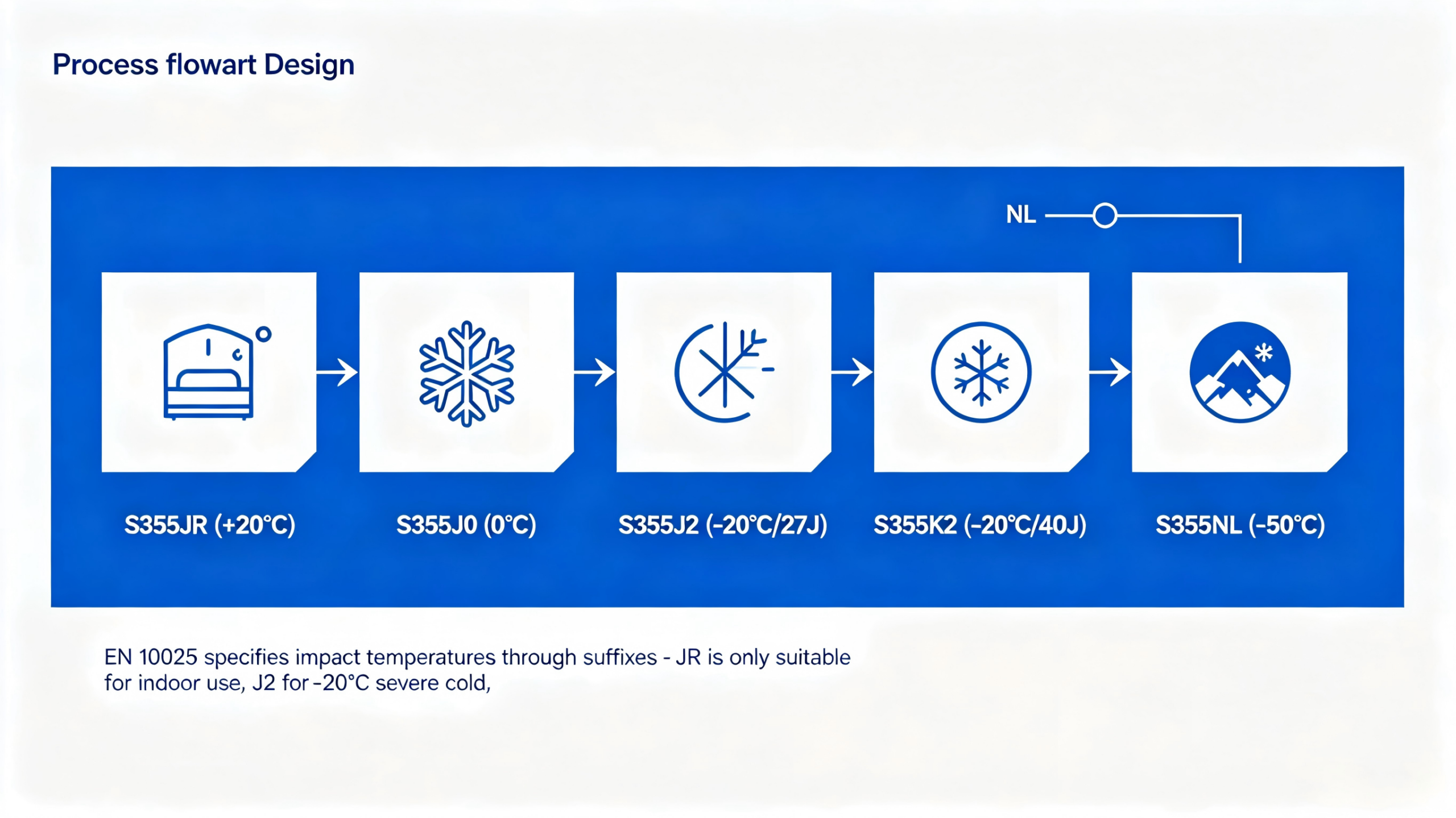
C. ASTM Standard (A572 Gr50, A992)
ASTM standards do not automatically require impact testing. For low-temperature applications, supplementary requirements must be specified.
| Grade | Standard Impact | Low-Temperature Option | Impact Temperature |
|---|---|---|---|
| A572 Gr50 | None (unless specified) | Supplementary requirement S1 | 27J at -20°C |
| A992 | None (unless specified) | Supplementary requirement S1 | 27J at -20°C |
| A572 Gr50 (modified) | Enhanced specification | Custom requirement | 27J at -40°C or lower |
For overseas clients: If your project requires -40°C impact toughness, specify “ASTM A572 Gr50 with supplementary requirement of 27J at -40°C (or lower)” and confirm availability with the mill.
D. Grade Cross-Reference Table
| Service Temp | Chinese (GB/T) | European (EN) | ASTM (with supplement) |
|---|---|---|---|
| -20°C | Q345D / Q355D | S355J2 | A572 Gr50 + S1 |
| -20°C (higher energy) | Q345E / Q355E | S355K2 (40J) | A572 Gr50 + enhanced impact |
| -40°C | Q345E / Q355E | S355NL | A572 Gr50 + custom (-40°C) |
| -50°C | 09MnNiD (special alloy) | S355NL | A572 Gr65 + custom |
| -60°C to -70°C | 16MnDR, 09MnNiDR | S460NL | A572 Gr65 (special) |
Critical insight: S355K2 requires -20°C impact at 40J, which is the same test temperature as S355J2 but with a higher energy threshold -2-6. This makes K2 suitable for more dynamic or critical applications at -20°C, not for -40°C—a common misunderstanding among specifiers.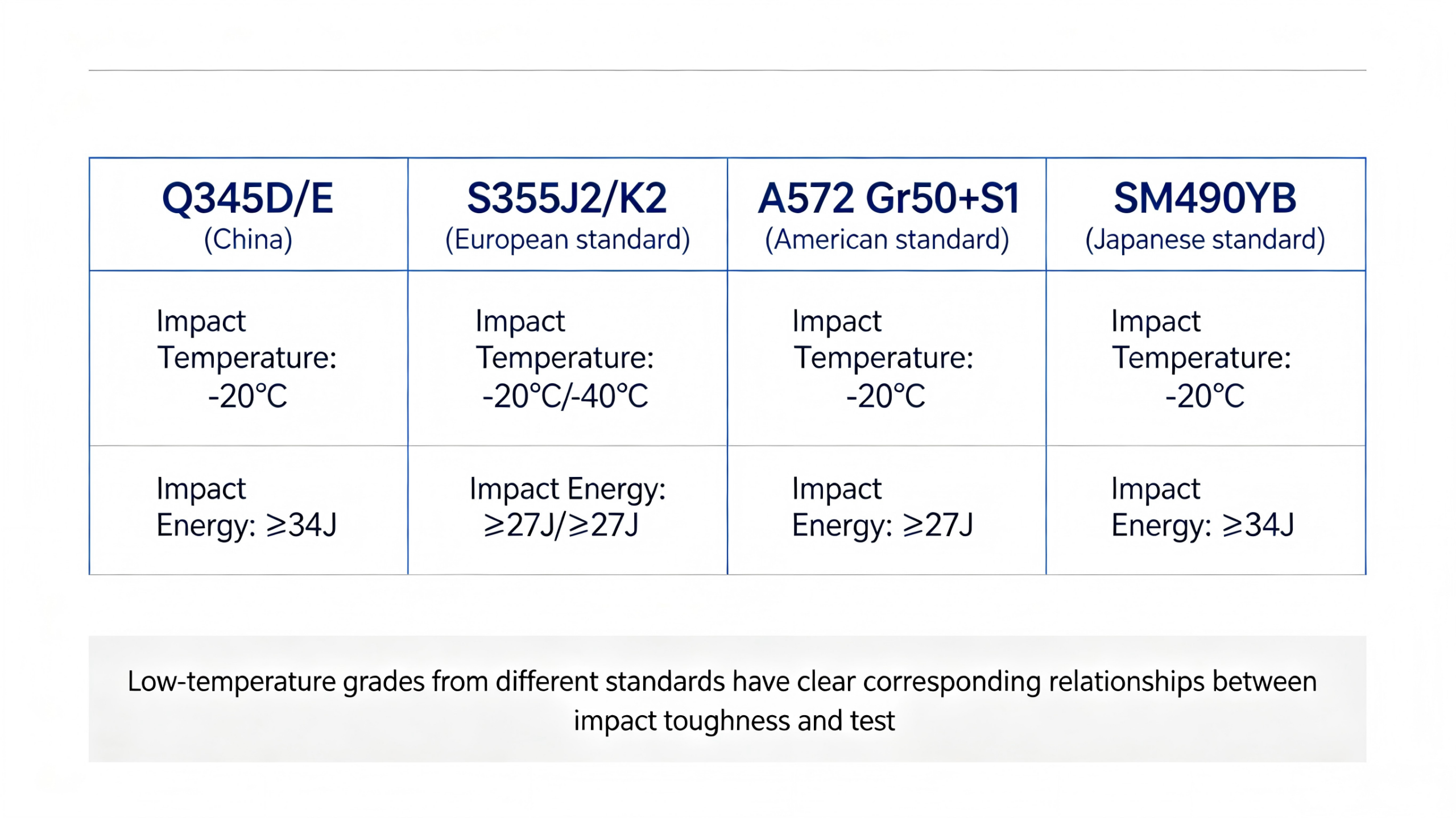
3. Charpy V-Notch (CVN) Impact Testing
The Charpy V-notch test measures a material’s ability to absorb energy during fracture under high strain rates at specified temperatures -1.
How It Works
- A 10mm × 10mm specimen with a V-shaped notch is machined from the steel.
- The specimen is cooled to the target temperature (e.g., -20°C, -40°C).
- A pendulum swings down, striking the specimen behind the notch.
- The energy absorbed to fracture is measured in Joules (J) .
Standard Requirements (Per GB 50316 and international codes)
Testing is mandatory for structural steel used below -20°C -5.
| Application | Minimum Impact Energy | Test Temperature |
|---|---|---|
| General structural (below -20°C) | 27J (average), 20J (individual) | Service temperature or lower -5 |
| Pressure vessels | 27J (min) | Service temperature -20°C |
| Cold climate (<-20°C) | 34-40J (varies by code) | -20°C to -40°C |
| Bridges (cold regions) | 27J min, often higher | Service temperature -20°C |
Important: Three specimens are tested. The average must meet the requirement, and no single specimen may fall below 70% of the requirement -5.
Interpretation Guide
| Impact Energy | Assessment | Suitability |
|---|---|---|
| >100J | Excellent ductility | All climates |
| 50-100J | Good | -20°C acceptable, -40°C borderline |
| 27-50J | Acceptable (minimum) | Minimum for -20°C to -40°C per code -5 |
| <27J | Unacceptable for low temperature | Do not use below 0°C |
Example: S355J2 typically achieves 50-80J at -20°C, which is well above the 27J minimum -6.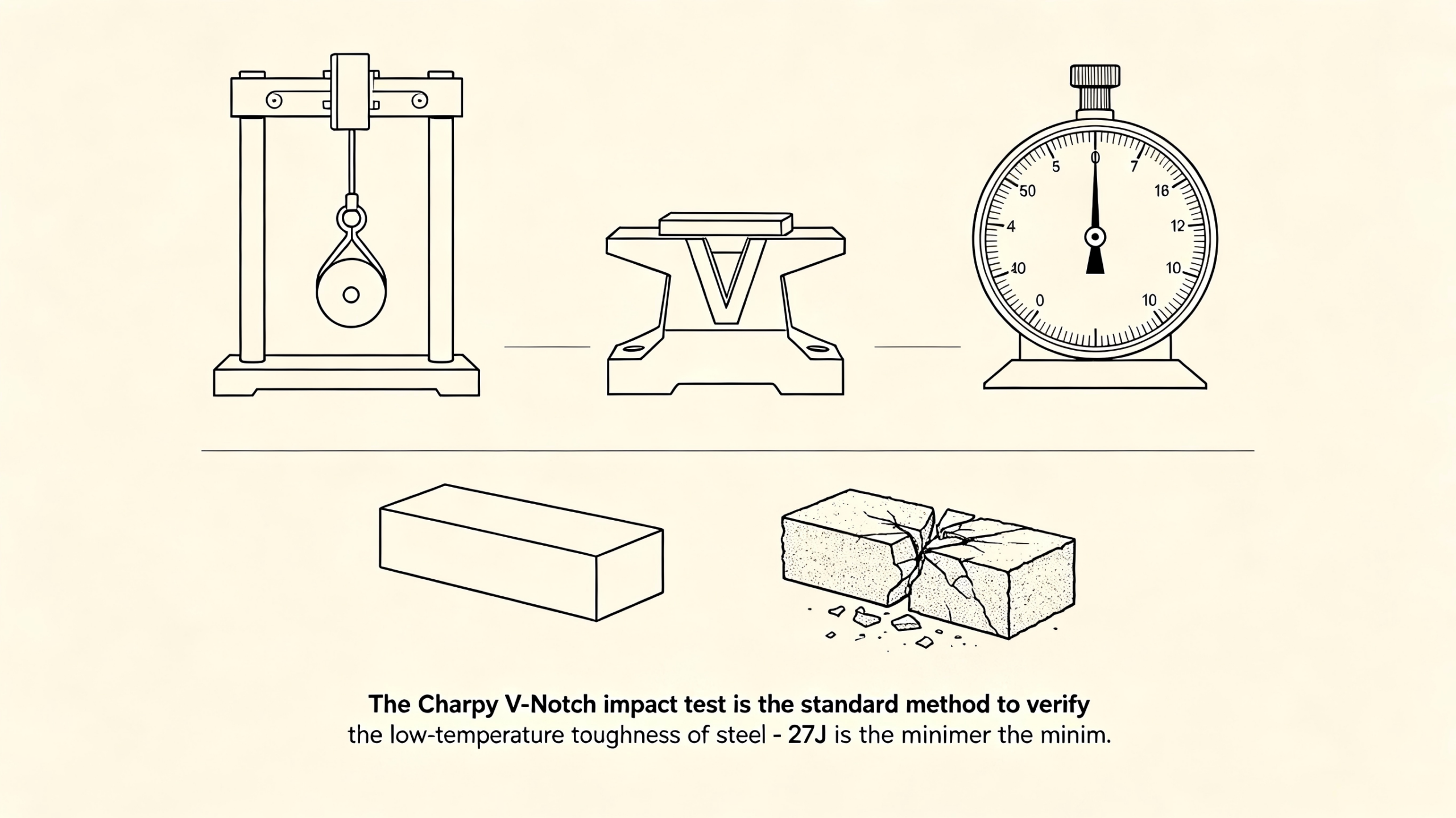
4. Material Properties at Low Temperatures
Yield Strength (Increases)
Surprisingly, steel gets stronger as temperature drops. However, this comes at the cost of ductility.
| Grade | Yield at 20°C | Yield at -40°C | Increase |
|---|---|---|---|
| Q355D | 355 MPa | 400-450 MPa | ~15-25% |
| S355J2 | 355 MPa | 390-430 MPa | ~10-20% |
Caution: The increase in yield strength does NOT offset the loss of impact toughness. Designing based on elevated yield strength while ignoring DBTT is dangerous.
Ductility and Elongation (Decreases)
Elongation typically drops by 30-50% from room temperature to -40°C.
| Temperature | Typical Elongation (S355) | Behavior |
|---|---|---|
| 20°C | 22-25% | Ductile |
| -20°C | 15-18% | Reduced ductility |
| -40°C | 12-15% | Low ductility |
| -60°C | 8-12% | Approaching brittle limit |
Low-Temperature Toughness Hierarchy
| Steel Type | DBTT (approx.) | Suitable for… |
|---|---|---|
| Standard carbon steel (Q235B/A36) | 0°C to -10°C | Temperate climates only -1 |
| Low-temperature carbon (Q345D/S355J2) | -30°C to -40°C | -20°C applications -6 |
| Fine-grain low-alloy (Q345E/S355NL) | -50°C to -60°C | -40°C to -50°C applications |
| 2.5% Ni steel | -70°C to -80°C | Cryogenic, LNG |
| 3.5% Ni steel | -100°C to -110°C | LNG storage |
| 9% Ni steel | -196°C | Liquid nitrogen, cryogenic |
5. Selecting Steel by Minimum Service Temperature
Project engineers must specify based on the minimum ambient temperature at the site.
| Minimum Ambient Temp | Recommended Steel (EN) | Recommended Steel (ASTM) | Recommended Steel (GB) |
|---|---|---|---|
| > -10°C (temperate) | S235JR/S355JR | A36/A572 Gr50 | Q235B/Q355B |
| -10°C to -20°C (cold winter) | S355J0 | A572 Gr50 + supplementary | Q355C |
| -20°C to -30°C (severe cold) | S355J2 | A572 Gr50 + S1 (27J at -20°C) | Q355D -6 |
| -30°C to -40°C (Arctic) | S355NL or S355K2* | A572 Gr50 + S1 (27J at -40°C, custom) | Q355E -6 |
| Below -40°C (extreme Arctic) | S460NL or nickel-alloy | A572 Gr65 + enhanced impact | 16MnDR, 09MnNiDR |
*Note: S355K2 tests at -20°C but with 40J requirement. For true -40°C service, S355NL is required.
Practical Example: Warehouse in Northern Sweden
- Minimum ambient temperature: -35°C
- Recommended grade: S355NL (EN 10025) or Q355E (GB/T)
- Impact requirement: 27J at -40°C (or lower)
- Why: S355J2 (-20°C test) is insufficient; the DBTT must be below the minimum service temperature
6. Low-Temperature Welding Requirements
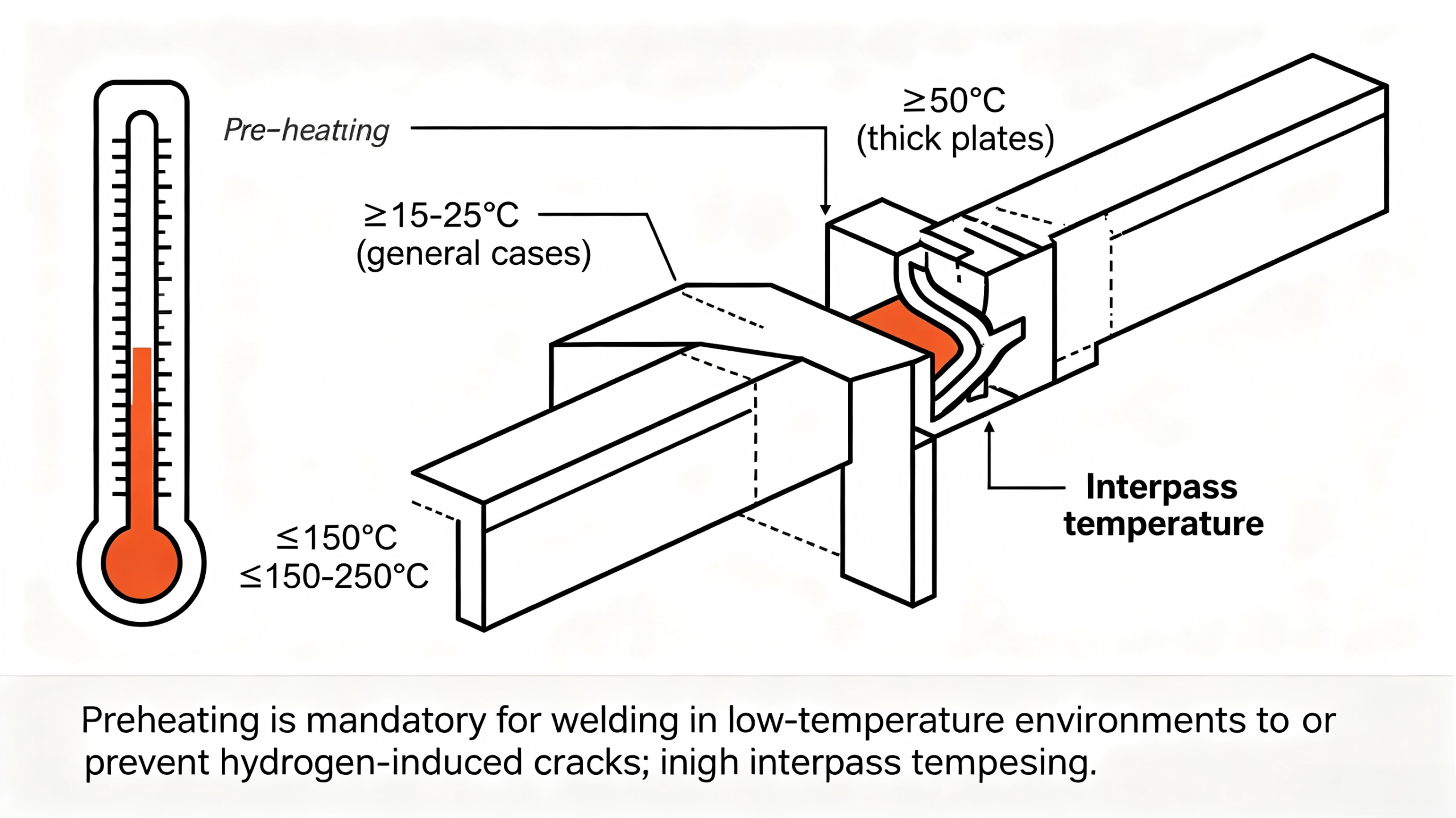
Welding in cold environments introduces additional risks: hydrogen cracking (cold cracking) and loss of toughness in the heat-affected zone (HAZ) -3.
Critical Welding Requirements for Low-Temperature Steel
| Requirement | Specification | Why |
|---|---|---|
| Low-hydrogen electrodes | E7018 or E8018-C3 (SMAW); E71T-8 (FCAW) | Prevents hydrogen-induced cold cracking -3 |
| Maximum heat input | ≤15-20 kJ/cm (SMAW); ≤20-25 kJ/cm (SAW) | Prevents grain growth and toughness loss -3 |
| Preheat (minimum) | 15-25°C (general); 50-100°C (thick sections >25mm) | Slows cooling rate, reduces residual stress -3 |
| Maximum interpass temperature | 150-250°C | Prevents overheating |
| Electrode storage | Rod oven at 120-150°C (E7018) | Maintains low-hydrogen properties -3 |
Heat Input Formula (Line Energy)
text复制下载
E = (U × I × 60) / v
Where:
- E = Heat input (kJ/cm)
- U = Arc voltage (volts)
- I = Welding current (amperes)
- v = Travel speed (cm/min)
Example: For SMAW with E7018 on S355J2: U = 24V, I = 160A, v = 15 cm/min → E = (24 × 160 × 60) / 15 = 15.4 kJ/cm (within recommended limit) -3.
Preheat Temperature Guidelines
| Thickness | Carbon Equivalent (CEV) | Ambient Temp <5°C | Ambient Temp <0°C |
|---|---|---|---|
| ≤20mm | <0.42% | 20°C | 40°C |
| 20-40mm | <0.42% | 40°C | 60°C |
| 20-40mm | 0.42-0.45% | 60°C | 80°C |
| >40mm | Any | 80°C minimum | 100°C minimum |
Source: Adapted from EN 1011-2 and AWS D1.1 low-temperature preheat recommendations.
Consumable Selection for Low-Temperature Welding
| Base Metal | Welding Process | Recommended Consumable | Notes |
|---|---|---|---|
| S355J2 | SMAW (stick) | E7018-1 (low-hydrogen, -46°C impact) | Impact tested to -46°C |
| S355J2 | FCAW (gas-shielded) | E71T-1 (with -40°C impact) | Requires gas shielding |
| S355NL | SMAW | E8018-C3 (low-hydrogen, -50°C impact) | Higher nickel content |
| Q345E | SMAW | E5515-C2 or equivalent | -40°C impact rated |
| Thick sections | SAW | Wire + flux (low-hydrogen) | Use AGGL or basic flux |
Critical: For S355J2 and similar, the weld metal must also pass impact testing at the design temperature. Standard E7018 may not meet -40°C requirements—specify E7018-1 or E8018-C3 -3.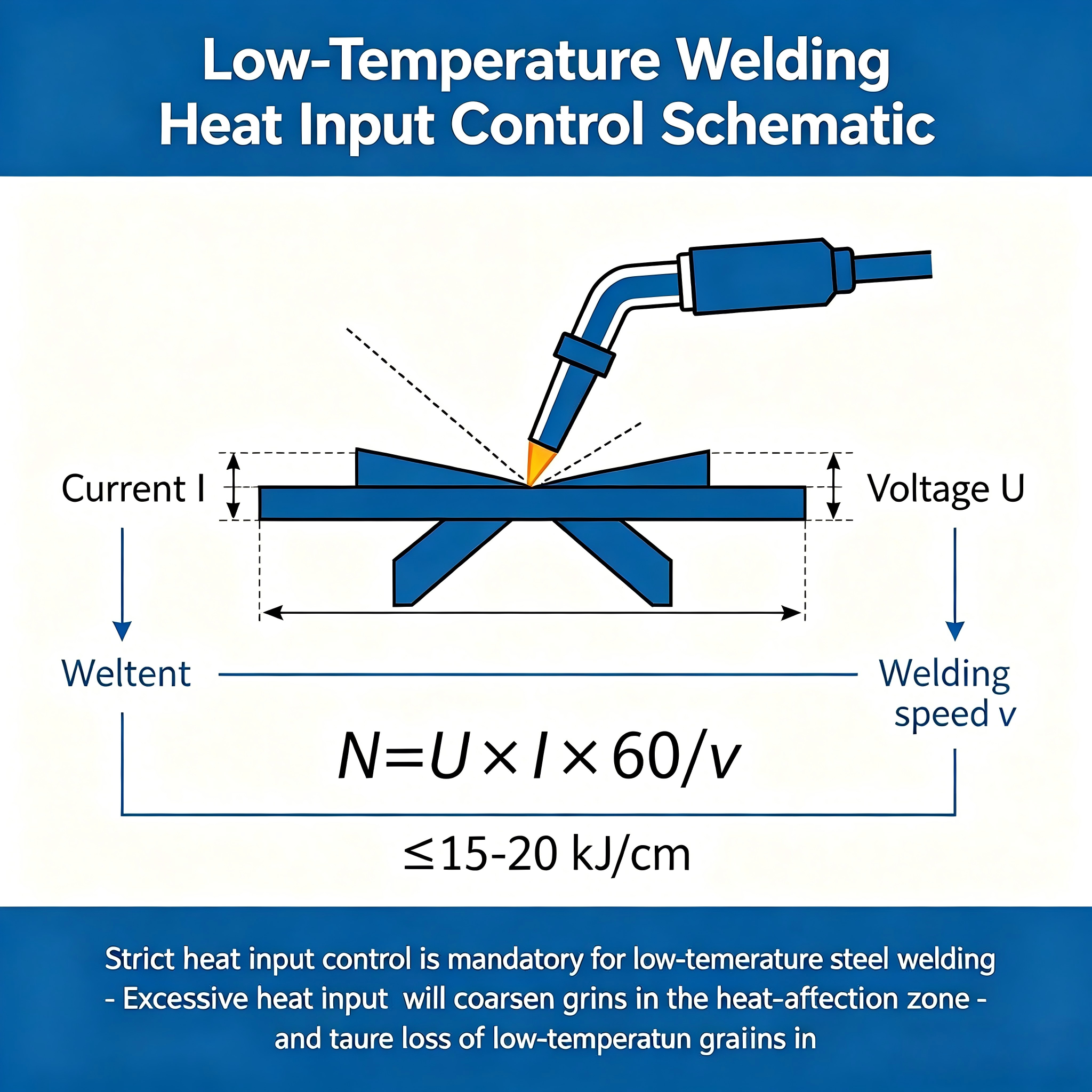
Additional Low-Temperature Welding Practices
- Use narrow weld beads, not wide weaving: Weaving increases heat input and grain size, reducing toughness -3.
- Apply multi-pass techniques: Subsequent passes temper previous passes, refining grain structure -3.
- Control interpass temperature: Do not exceed 150-200°C for low-temperature steels -3.
- Use run-off tabs: Never strike an arc on the base metal outside the weld zone—this creates a notch effect and crack initiation site -3.
- PWHT (Post-Weld Heat Treatment): For thick sections (>30mm) in service below -40°C, PWHT to relieve residual stresses. However, consult the code—excessive PWHT can also reduce toughness -3.
7. Connection Detailing for Cold Climates
Even with correct material selection, poor detailing can create stress concentrations that initiate brittle fracture.
Connection Principles for Low-Temperature Steel
| Principle | Good Detail | Bad Detail |
|---|---|---|
| Avoid sharp notches | Smooth radii, ground welds | Square corners, unfilled undercuts |
| Minimize stress concentrations | Gradual transitions, tapered sections | Sudden section changes, re-entrant corners |
| Provide redundancy | Multiple load paths, back-up members | Single-point failure susceptibility |
| Backing bars | Remove or smooth after welding | Leave with sharp edges |
| Weld toe grinding | Grind smooth (TIG dressing) | As-welded (sharp notches) |
Specific Detailing Rules for Cold Regions
| Component | Requirement |
|---|---|
| Base plates | Minimum 150mm above finished grade; avoid water pooling; grout completely |
| Bolted connections | Pre-tension to specified values; use hardened washers; avoid over-torquing (cold steel is less ductile) |
| Welded splices | Full-penetration groove welds with grinding; no backing bars left in place (remove or smooth) |
| Holes and penetrations | Minimum edge distance 2× hole diameter; no drilled holes near weld heat-affected zones |
| Bracing connections | Gusset plates with rounded corners; avoid straight-cut ends |
Code reference: GB 50017 and Eurocode 3 (EN 1993-1-10) provide explicit rules for low-temperature detailing, including notch toughness classes for connections -5.
8. Quality Control & Documentation
For cold-climate projects, documentation is as important as the steel.
Required Tests and Certificates
| Document | When Required | What It Proves |
|---|---|---|
| Mill certificate (MTC) | Every batch | Chemical composition, mechanical properties |
| Charpy impact test report (at service temperature) | Below -20°C service -5 | Material meets impact requirements at design temperature |
| Third-party test report | Specified by client or code | Independent verification |
| Weld procedure qualification (WPQR) | For all welding | Welds meet impact requirements |
| Welder qualification | For all welders | Individuals can produce qualified welds |
| NDT reports (UT/MT) | Per code or specification | No critical flaws |
Impact Test Frequency
| Application | Number of Tests |
|---|---|
| Each heat (steel batch) | 3 specimens per thickness group |
| Each thickness range (≤20mm, 20-40mm, 40-60mm, etc.) | Separate tests for each range |
| Weld metal (each WPS) | 3 specimens (per position) |
| Heat-affected zone (HAZ) | 3 specimens (per WPS) |
For overseas clients ordering steel for cold climates:
“The supplier shall provide Charpy V-notch impact test reports at the minimum service temperature (specify temperature, e.g., -40°C) for the base metal, weld metal, and heat-affected zone. Tests shall conform to ISO 148-1 or ASTM E23 -1. Minimum impact energy shall be 27J average, 20J individual -5.”
9. Real-World Project Requirements
Project Example 1: Mine Infrastructure, Northern Canada
| Parameter | Requirement |
|---|---|
| Location | Nunavut, Canada (latitude 63°N) |
| Minimum ambient temperature | -45°C |
| Design code | CSA S16 (Canadian standard) |
| Steel specification | ASTM A572 Gr50 with supplementary requirement of 27J at -40°C |
| Welding | Preheat per WPS; low-hydrogen process only |
| Bolting | Grade 8.8 (pre-tensioned); lubricated threads for controlled torque |
| Inspection | UT on all full-penetration welds; MT on all fillet welds |
Project Example 2: Ski Resort Gondola Terminal, Swiss Alps
| Parameter | Requirement |
|---|---|
| Location | Zermatt, Switzerland (elevation 2,500m) |
| Minimum ambient temperature | -30°C |
| Design code | Eurocode 3 (EN 1993) with EN 1993-1-10 (low-temperature section) |
| Steel specification | S355J2 (minimum) for most members; S355K2 for critical tension members |
| Impact testing | Mandatory for all plates >12mm -5 |
| Additional | Wind and snow loads also govern |
Project Example 3: Oil Sands Processing Facility, Alberta
| Parameter | Requirement |
|---|---|
| Location | Fort McMurray, Alberta, Canada |
| Minimum ambient temperature | -40°C |
| Design code | CSA W59 and NBCC |
| Steel specification | CSA G40.21 Grade 350W with low-temperature requirements (Category 4) |
| Welding | All welders qualified at -20°C (simulated field conditions) |
| Testing | Full NDT: 100% UT for critical splices; 10% UT for other full-penetration welds |
10. Standards & Compliance Reference
| Standard | Region | Low-Temperature Requirements |
|---|---|---|
| GB 50316 | China | Mandatory impact testing below -20°C -5 |
| GB/T 229 | China | Charpy impact test method -1 |
| EN 1993-1-10 | Europe (Eurocode 3) | Material toughness and through-thickness properties; DBTT rules for each steel grade |
| EN 10025-2 | Europe | S355J2 (-20°C, 27J); S355J0 (0°C, 27J); S355K2 (-20°C, 40J); S355NL (-50°C, 27J) -2-6 |
| ASTM A572 / A992 | USA | No default impact requirement; supplementary S1 required for -20°C |
| ASTM E23 | USA | Charpy impact test method -1 |
| ISO 148-1 | International | Charpy impact test method -1 |
| CSA G40.21 | Canada | Category 2, 4 low-temperature requirements |
11. Common Mistakes & Prevention
| Mistake | Consequence | Prevention |
|---|---|---|
| Assuming “S355J2” works at -40°C | J2 tests at -20°C only—unsuitable for Arctic | Specify S355NL for -40°C service |
| Not requiring impact tests on certificates | Steel may not meet requirements but looks compliant | Explicitly state “impact test reports at [temperature] required” |
| Using standard E7018 electrodes | Weld metal may fail impact testing at -40°C | Specify E7018-1 or E8018-C3 (-46°C or -50°C) |
| No preheat in cold shop conditions | Hydrogen cracking in thick sections | Preheat to 20-50°C minimum per thickness -3 |
| Ignoring bolting | Bolts also have DBTT; can snap in extreme cold | Specify low-temperature bolts (Grade 8.8 or 10.9 with impact testing) |
| Weaving weld beads | High heat input reduces HAZ toughness | Use stringer beads, multi-pass technique -3 |
| No stress relief for thick sections | Residual stresses + low temperature = brittle fracture | Consider PWHT for sections >30mm in -40°C service |
12. Link to Low-Temperature Steel Structure Service
We supply and fabricate low-temperature steel structures with full documentation to meet Nordic, Canadian, Russian, and high-altitude project requirements.
Our low-temperature capabilities include:
- Material supply: Q355D/E, S355J2/K2/NL, ASTM A572 Gr50 with S1 supplement. Full mill certificates with impact test reports.
- Fabrication: SAW, FCAW, and SMAW with low-hydrogen consumables (E7018-1, E8018-C3). Welder and procedure qualification for -40°C and -50°C.
- Preheat control: Induction or torch preheat with temperature monitoring (thermocouples, temperature sticks).
- PWHT: Post-weld heat treatment for thick sections (furnace or local).
- NDT: UT (100% on full-penetration welds), MT (fillet welds), Charpy testing (third-party witnessed if required).
- Documentation: EN 10204 Type 3.1 certificates, impact test reports, WPS/PQR, welder qualifications, NDT reports, PWHT charts.
For overseas clients:
We can prepare a complete low-temperature compliance package—including steel mill certificates, impact test reports, WPS qualification to your design temperature, and welder qualifications—before production begins. We support third-party inspection (SGS, BV, TÜV, Intertek) at our facility.
👉 [Request a low-temperature steel structure quote]
Send us your project location (minimum ambient temperature), design code (Eurocode, CSA, GB, etc.), required steel grade, and design life. We will return material recommendations, impact test requirements, welding procedure proposals, and a budget price within 48 hours.
Summary Table: Quick Low-Temperature Selection
| Min Ambient Temp | Recommended EN Grade | Recommended ASTM Grade | Impact Requirement | Notes |
|---|---|---|---|---|
| >-20°C | S355J0 | A572 Gr50 standard | None (or 0°C test) | Standard cold climates |
| -20°C to -30°C | S355J2 | A572 Gr50 + S1 (27J at -20°C) | 27J at -20°C | Most of Europe, Northern US |
| -30°C to -40°C | S355NL or S355K2* | A572 Gr50 + S1 (27J at -40°C, custom) | 27J at -40°C or 40J at -20°C | Arctic Canada, Russia, Scandinavia |
| Below -40°C | S460NL or nickel-alloy | A572 Gr65 + enhanced | 27J at -50°C or lower | Extreme Arctic, cryogenic |
*Note: S355K2 tests at -20°C with 40J requirement—suitable for high safety factor at -20°C, not a substitute for -40°C rated material.
Get a quote- Prefab Warehouse Product
- Welding Consumable Selection
- Purlin And Bracing Design
- Hot-Rolled Steel Framing Guide
- Contact The Engineering Team
Use these linked guides to compare material grades, secondary framing, welding quality, and warehouse procurement requirements before requesting a project quotation.
