Anti-Corrosion Materials for Steel Structure Surface Treatment: Paint, Galvanizing & Selection Guide
Epoxy paint vs. hot-dip galvanizing vs. weathering steel. Learn how to select the right anti-corrosion material based on environment, design life, and maintenance needs for your steel structure.
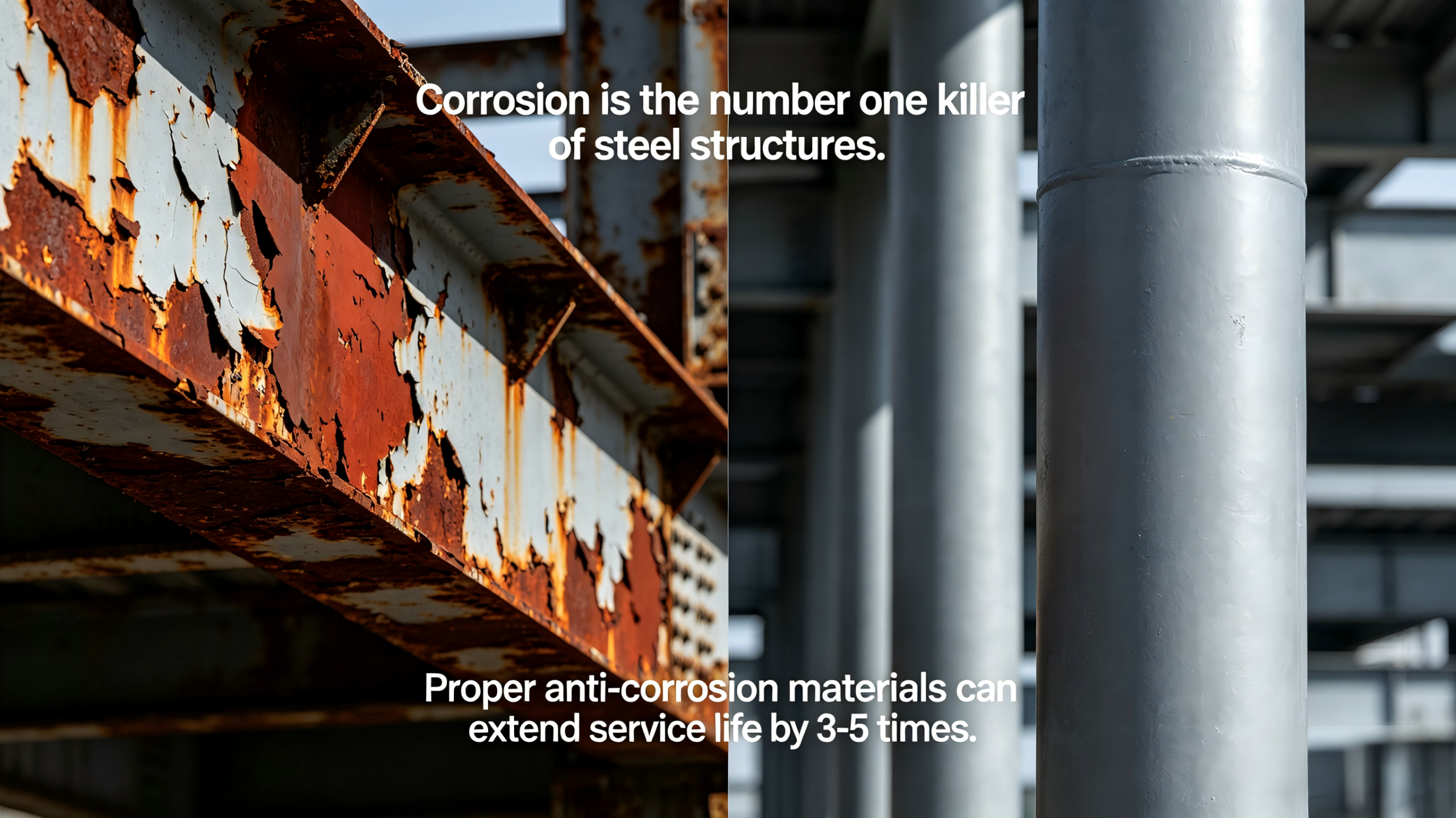
A steel structure can be perfectly engineered but still fail within five years. The reason? Corrosion.
For overseas clients building warehouses near coastlines, industrial plants with chemical exposure, or cold-climate facilities using de-icing salts, corrosion protection is not an extra—it is a requirement. Choosing the wrong surface treatment leads to rust jacking, section loss, and eventual collapse.
This guide covers:
- Common anti-corrosion materials (paint systems, galvanizing, weathering steel).
- How to select based on environment and design life.
- Application methods and maintenance cycles.
- Cost vs. durability trade-offs.
1. Why Anti-Corrosion Materials Matter for Steel Structures
Steel rusts when exposed to oxygen and moisture. The corrosion rate depends on the environment:
| Environment | Corrosion Rate (µm/year) | 10-Year Loss |
|---|---|---|
| Dry indoor (rural) | 10-25 | 0.1-0.25mm |
| Urban/industrial | 25-75 | 0.25-0.75mm |
| Coastal (1-5km from sea) | 75-150 | 0.75-1.5mm |
| Coastal (within 1km) | 150-300 | 1.5-3.0mm |
| Marine splash zone | 300-500+ | 3.0-5.0mm+ |
The problem: A 6mm steel web loses 50% of its strength after 2mm of section loss. That happens in just 7-10 years in a coastal environment without protection.
Anti-corrosion materials create a barrier or use sacrificial protection to stop this process.
2. Three Main Types of Anti-Corrosion Materials
A. Paint Systems (Organic Coatings)
Paint is the most common and flexible anti-corrosion method.
Typical multi-layer system:
| Layer | Material | Thickness | Function |
|---|---|---|---|
| Primer | Epoxy zinc-rich (80-90% Zn) | 60-80µm | Sacrificial protection + adhesion |
| Intermediate | Epoxy micaceous iron oxide (MIO) | 80-120µm | Barrier against moisture/oxygen |
| Topcoat | Polyurethane or acrylic | 50-80µm | UV resistance, color, gloss |
Advantages:
- Can be applied in workshop or field.
- Wide color range for branding/architectural needs.
- Repairable (touch-up after welding or damage).
- Lower initial cost than galvanizing.
Disadvantages:
- Requires surface preparation (Sa2.5 blast cleaning minimum).
- Shorter lifespan (10-15 years for standard systems).
- Needs repainting every 5-10 years depending on environment.
Best for: Indoor structures, controlled environments, structures with easy access for maintenance.
B. Hot-Dip Galvanizing (HDG)
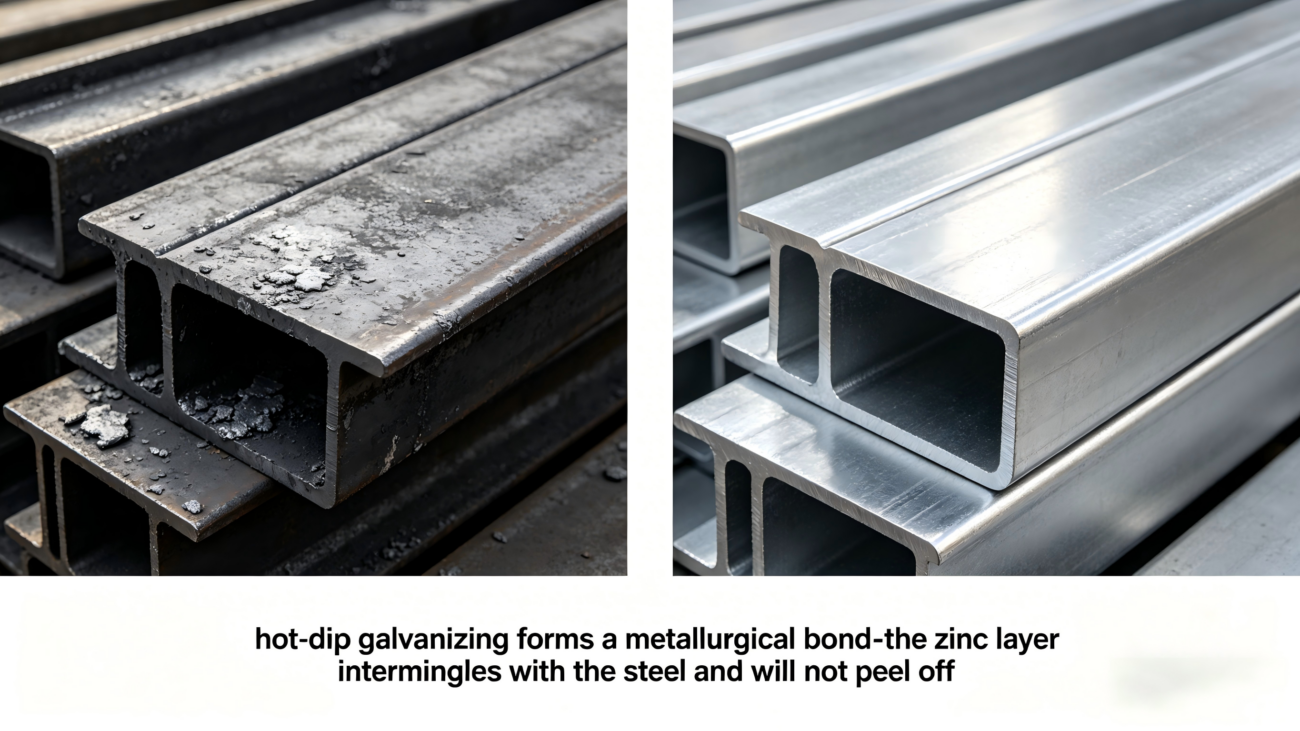
HDG immerses the steel component in molten zinc (around 450°C). A metallurgical bond forms between zinc and steel.
Typical coating thickness:
| Steel Thickness | Minimum Zinc Coating (µm) | Typical Lifespan |
|---|---|---|
| <1.5mm | 35 | 15-20 years |
| 1.5-3mm | 45 | 20-30 years |
| 3-6mm | 55 | 30-40 years |
| >6mm | 70 | 40-50 years |
Advantages:
- Complete coverage (inside tubes, corners, edges).
- Very long lifespan (30-50 years in most environments).
- No maintenance for decades.
- Sacrificial protection (zinc corrodes instead of steel).
Disadvantages:
- Higher initial cost than paint.
- Limited to dip-tank size (maximum component length ~12-15m typical).
- Gray/silver appearance only (cannot change color).
- Zinc runoff can stain concrete.
Best for: Outdoor structures, bridges, transmission towers, coastal projects, any structure where future repainting is difficult or expensive.
C. Weathering Steel (Corten)
Weathering steel contains alloying elements (copper, chromium, nickel) that cause a stable, dense rust layer to form. This layer stops further corrosion.
Grades: Q355NH, Q415NH, S355J2W (European), A588 (American).
Advantages:
- No coating required (no painting cost).
- Self-protecting: rust layer heals if scratched.
- Very low lifetime cost.
- Distinctive brown/rust appearance.
Disadvantages:
- Requires 2-3 years to form stable rust layer (initial runoff stains concrete).
- Not suitable for marine or high-chloride environments (rust layer breaks down).
- Higher material cost than carbon steel.
- Cannot be used in contact with dissimilar metals (galvanic corrosion).
Best for: Bridges, outdoor sculptures, transmission poles, architectural features—in rural or urban environments (not coastal).
3. Material Selection by Environment & Design Life
Use this decision matrix for your next project:
| Environment | Design Life | Recommended Anti-Corrosion System |
|---|---|---|
| Indoor, dry | 10-15 years | Single-component alkyd paint (1 coat, 60µm) |
| Indoor, humid | 15-20 years | Epoxy primer (80µm) + polyurethane topcoat (60µm) |
| Outdoor, rural | 20-25 years | Hot-dip galvanizing (55µm) OR epoxy + polyurethane (140µm total) |
| Outdoor, industrial | 25-30 years | Hot-dip galvanizing (70µm) + epoxy topcoat (duplex system) |
| Coastal (1-5km) | 25+ years | Hot-dip galvanizing (85µm) OR weathering steel (Q355NH) |
| Coastal (within 1km) | 30+ years | Hot-dip galvanizing + epoxy topcoat (duplex) OR stainless steel |
| Chemical plant | 20+ years | Epoxy novolac (high chemical resistance, 200-300µm total) |
| Immersion (water/soil) | 30+ years | Hot-dip galvanizing (100µm minimum) + cathodic protection |
Note on duplex systems (HDG + paint):
The combination of hot-dip galvanizing plus an epoxy/polyurethane topcoat provides the longest lifespan—often 50+ years. The zinc provides sacrificial protection even if the paint is scratched.
4. Surface Preparation: The Most Critical Step
No anti-corrosion material works properly on a poorly prepared surface. For overseas buyers, this is the most common quality failure.
| Preparation Grade | Standard (ISO 8501) | Method | Suitable For |
|---|---|---|---|
| Sa3 (white metal) | Highest | Blast cleaning, 100% bare metal | Marine, chemical, long-life systems |
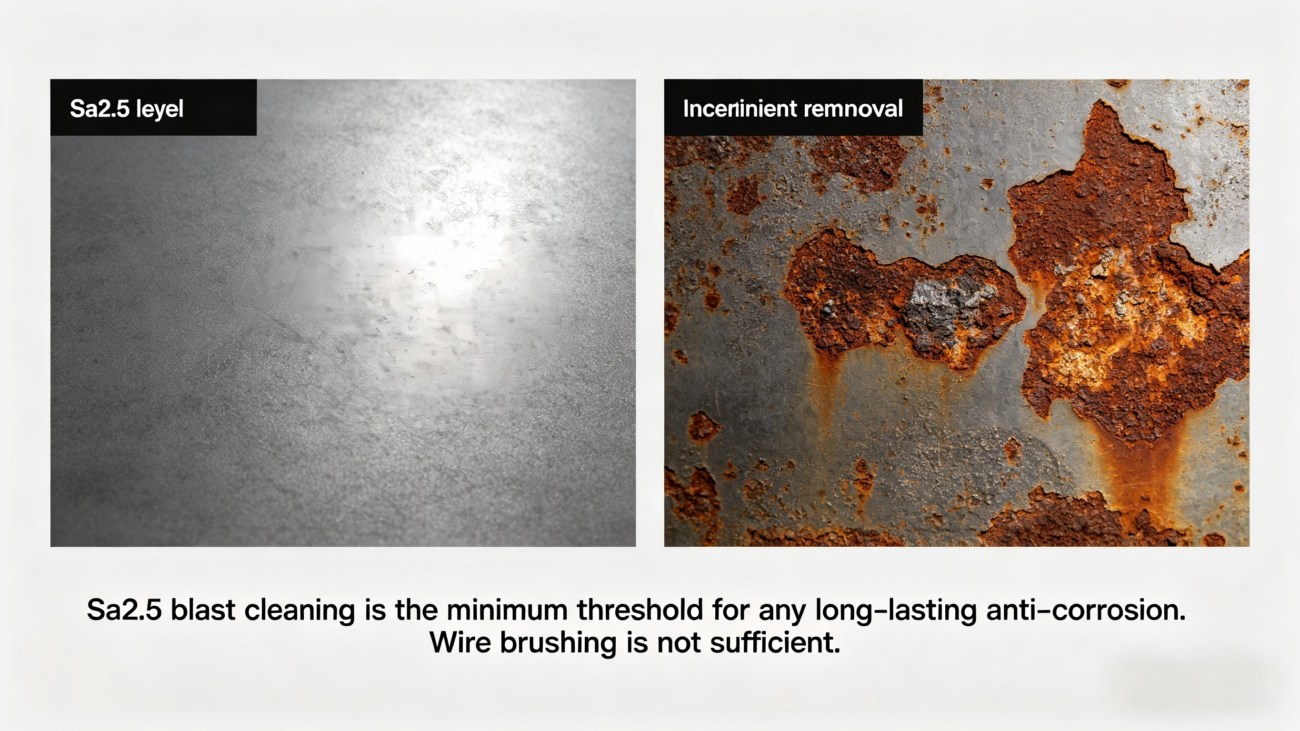
| Sa2.5 (near-white) | High | Blast cleaning, 95% clean | Most industrial coatings, HDG |
| Sa2 (thorough) | Medium | Blast cleaning, 2/3 clean | Less critical applications |
| St3 (power tool) | Low | Wire brush/grinder | Touch-up only |
| St2 (hand tool) | Very low | Hand wire brush | Temporary protection only |
What to specify in your purchase order:
“All structural steel shall be abrasive blast cleaned to Sa2.5 (ISO 8501-1) with an anchor profile of 40-75µm prior to coating application.”
Red flags to avoid:
Supplier says “wire brushing is enough” (it is not for any permanent structure).
Rust pitting visible after blasting (requires re-blasting).
Oil or grease on steel before coating (causes immediate adhesion failure).
5. Application Methods & Quality Control
| Method | Best For | Typical Thickness Control |
|---|---|---|
| Spray (airless) | Large surfaces, beams, columns | DFT gauge (dry film thickness) |
| Brush | Touch-up, corners, welds | Visual + thickness check |
| Roller | Large flat plates | Thickness comb |
| Dip (galvanizing) | Complete immersion (small to medium parts) | Magnetic thickness gauge |
Critical quality checks before shipping:
- Dry Film Thickness (DFT) – Measure 5 points per m². Average must meet specification (e.g., 140µm total). Minimum no less than 80% of specified.
- Adhesion test – Cross-cut or pull-off test (ASTM D3359). Coating should not peel.
- Porosity/holiday detection – Spark tester for thicker coatings. No pinholes allowed.
- Visual inspection – No runs, sags, bubbles, or bare spots.
For hot-dip galvanizing specifically:
- No white rust (wet storage stain) – indicates poor passivation.
- No bare spots (uncoated steel) – requires touch-up with zinc-rich paint.
- No ash or dross inclusions – indicates poor bath cleaning.
6. Maintenance & Repairability
Realistically, no coating lasts forever. Plan for maintenance.
| Anti-Corrosion System | First Maintenance | Full Re-coating | Ease of Repair |
|---|---|---|---|
| Paint (standard) | 5-7 years | 10-15 years | Easy (blast + recoat) |
| Paint (high-performance) | 8-10 years | 15-20 years | Moderate |
| Hot-dip galvanizing | 15-20 years (touch-up) | 30-50 years (re-galvanize rarely possible) | Difficult (zinc cannot be reapplied in field) |
| Duplex (HDG + paint) | 20+ years (paint touch-up) | 40+ years | Paint can be redone; zinc remains |
| Weathering steel | None (inspect rust layer) | None | Do not coat (coating disrupts rust layer) |
Field repair method for scratched HDG:
Use zinc-rich cold galvanizing spray (minimum 85% zinc in dry film). Apply at 100µm DFT. Cannot match original hot-dip lifespan, but sufficient for localized damage.
7. Cost Comparison (Per m², Approximate)
| System | Material + Application | Lifespan (Coastal) | Cost per Year |
|---|---|---|---|
| Standard paint (2 coats) | $8-12 | 5-8 years | $1.5-2.0/year |
| High-performance paint (3 coats) | $15-22 | 10-15 years | $1.3-1.8/year |
| Hot-dip galvanizing | $25-35 | 30-40 years | $0.7-1.0/year |
| Duplex (HDG + paint) | $40-55 | 50+ years | $0.8-1.1/year |
| Weathering steel (premium material) | $12-18 (no coating) | 30-40 years | $0.3-0.5/year |
Takeaway: HDG has higher upfront cost but lowest annualized cost. Weathering steel is cheapest if the environment suits it.
8. Link to Steel Structure Anti-Corrosion Service
Surface treatment is not something to leave to a general contractor. Poor blasting, incorrect zinc bath temperature, or low-quality paint will fail within months.
We provide complete anti-corrosion solutions:
- Design consultation – Environment assessment + lifespan target + budget.
- Blast cleaning – Sa2.5 or Sa3, with anchor profile measurement.
- Coating application – Spray, dip, or brush as required.
- Hot-dip galvanizing – Bath size up to 14m × 1.5m × 1.5m.
- Quality reporting – DFT maps, adhesion test results, holiday detection logs.
- Touch-up kits – Sent with your shipment for field repairs after welding.
For overseas clients:
We can apply coating before shipment, wrap carefully, and include spare touch-up paint. No field blasting needed.
👉 [Request an anti-corrosion quote]
Send us your project environment (photos help), design life target, and budget. We will recommend the optimal coating system with a cost breakdown.
Summary Table: Quick Anti-Corrosion Selection
| Your Condition | Recommended System | Why |
|---|---|---|
| Cheap warehouse, dry area | Epoxy primer + acrylic topcoat | Lowest upfront cost |
| Outdoor structure, no future access | Hot-dip galvanizing | No maintenance for 30+ years |
| Coastal building within 1km | Duplex (HDG + epoxy/polyurethane) | Maximum protection |
| Bridge, rural environment | Weathering steel (Corten) | No coating, self-healing |
| Chemical plant | Epoxy novolac (300µm) | Chemical resistance |
| Touch-up after welding | Zinc-rich cold galvanizing spray | Matches cathodic protection |